Josef STETINA
Professor and team leader, specialist of automation, SCADA, HMI for metallurgy, automotive industry, and building technology. Lectures Thermodynamics, Seminar on applied thermodynamics, CAD, and Experimental methods.
BrDSM is SOFTWARE, for modeling, simulating and control continuous casting of steel.
Basic information about continuous casting technology.
Labotatory of Brno University of Technology
Continuous casting process of steel cannot be in these days controlled without the use of mathematical models, computer simulations and advanced control and optimization methods. The proposed dynamic solidification model allows for real-time simulations of heat transfer and solidification of continuously cast steel slabs and billets. The model can also be coupled with optimization modules for the effective and appropriate control and regulation of casting.
The proposed numerical model of temper ature field for continuously cast strands provides a fully 30 prediction of the tem perature distribution for slabs or billets of an arbitrary cross-section. The dynamic model iteratively solves transient heat transfer and solidification of the entire strand as it passes through the casting machine. The model is available in two versions: on-line version, which is usually integrated in the control system of steelworks and runs in real time, and off-line version, which can be utilized as a simulator tool.
An integration of the model to the control system of steelworks allows for the casting parameters monitoring, data storage and their long-term analysis, parametric studies, etc. The use of the model can be extended by means of its coupling with the optimiza tion module to determine optimal casting parameters, appropriate control reactions in case of breakdown situations, casting machine modifications, etc.
Professor and team leader, specialist of automation, SCADA, HMI for metallurgy, automotive industry, and building technology. Lectures Thermodynamics, Seminar on applied thermodynamics, CAD, and Experimental methods.
The founder of the discipline at BUT. His contemporary concerns are with material aspects of the discipline.
Young researcher, his PhD thesis “Optimisation of secondary cooling parameters of continuous steel casting“.
Young researcher, his PhD thesis “Optimisation of continuous steel slab casting with the use of the temperature field numerical model”.
6
INSTALLATIONS
98
Articles
8
INDUSTRIAL COOPERATIONS
Based on instantaneous evaluation of measured and computed data, the model adjusts parameters of casting in real time; the parameters being casting speed, mold cooling, cooling intensity of cooling spraying nozzles and others. The system also allows for the simulations of real heats to be archived for further inspection. Should the heat be defective, the system not only enables inspection of the solidification process but also its off-line re-simulation thus providing feedback data (casting speed, change to spraying plan etc.) to free the next similar heat from the defects. Another goal of the on-line system lies in improvement of quality and accuracy of the input data, mutual relationship among them and other qualitative parameters, including determination of their limiting values. The model is made ready for direct integration into second control level. The model functionality is conditioned by availability of on-line input data from the first control level at frequency of 10 seconds minimum and some other data from the second control level. The input data are fed into the temperature field model via a newly developed interface based on industrial standards such as SQL, OPC or DataSocket. The interface corresponds to the actual control state and its source codes are available to the customer so it can be user modified when the control changes. The on-line model solves for the temperature fields in real tim e,which require s high performance computational hardware synchronised with the employed software. As a consequence, the model is capable of monitoring the temperature field development in the mold area as well as in regions of secondary and tertiary cooling and apply the gathered information to optimise control of continuous casting facility as a whole and/or of its key parts/nodes/joints/components.
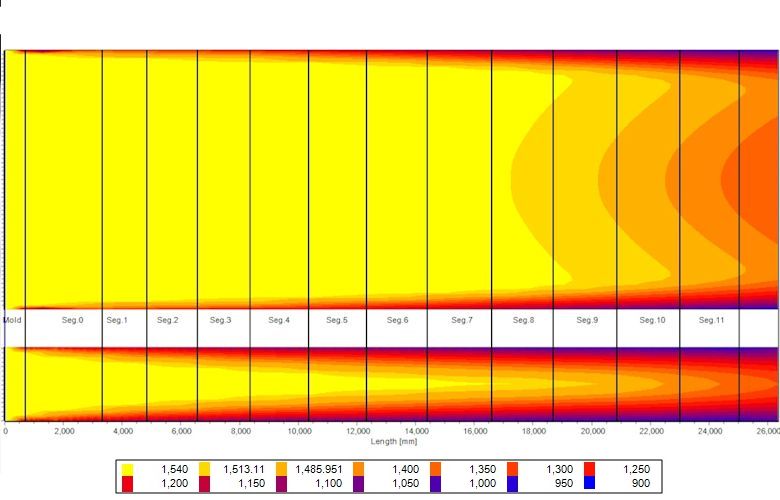
Basic parameters evaluated:
surface temperature profile along the continuous casting line (CCL)
solid shell thickness of the blank while passing CCL
length and shape of the blank liquid core
isosolid and isoliquid surface profiles along CCL
temperature distribution over an arbitrary cross section and at particular time.
These can be provided to the second control level via the mentioned interface. The on-line model can automatically adjust technological parameters of an operating CCM to reach the required qualitative parameters of the steel cast. A general estimate of benefits expected after implementation to CCM By knowing the temperature field of the continuously cast blank at any location along CCM passage (especially at the straightening point) up to the cooling after passing the withdrawal unit, along with the temperature field shape including the blank enthalpy, these may be achieved:
improved blank (billet) quality – reduction of central incompactness and number of segregations especially. This has a particularly positive impact on increased quality of the inner surface of seamless tubing rolled of circular blanks of middle- and high-carbon steels
reduction of breakout danger, when the breakout is due to the thermal stress within the blank shell
introduction and effective operation of electromagnetic mixing of the liquid core because of the exact knowledge of the core shape and its changes with casting speed, which improves the quality in the blank central
speeding up the introduction process of new steel grades or solution of common problems of CCL operation such as sudden appearance of defects of internal incompactness type, erroneous crystallizer function – cooling – due to unsuitable casting powder application etc.
increase of casting production of CCL because of the knowledge of the temperature field xxx formation at the increased casting speed and determination of its maxima in relationship with the liquid core length